

.png)

In the realm of precision machining, the lathe chuck serves as the essential workholding apparatus, dictating the stability and concentricity of the workpiece. While both 3-jaw and 4-jaw chucks are ubiquitous in CNC and conventional turning operations, their fundamental mechanical designs lead to distinct functional capabilities and optimal applications.
The core difference lies in the number of gripping points and the mechanism of jaw movement:
Understanding this basic structural variance is critical for technical personnel selecting the appropriate workholding solution. The 3-jaw design prioritizes speed and convenience for round or hexagonal stock, while the 4-jaw design prioritizes maximum grip stability and the ability to hold complex, non-standard geometries.
The choice impacts not only the clamping force distribution but also the achievable accuracy, particularly when machining parts that require minimal runout.
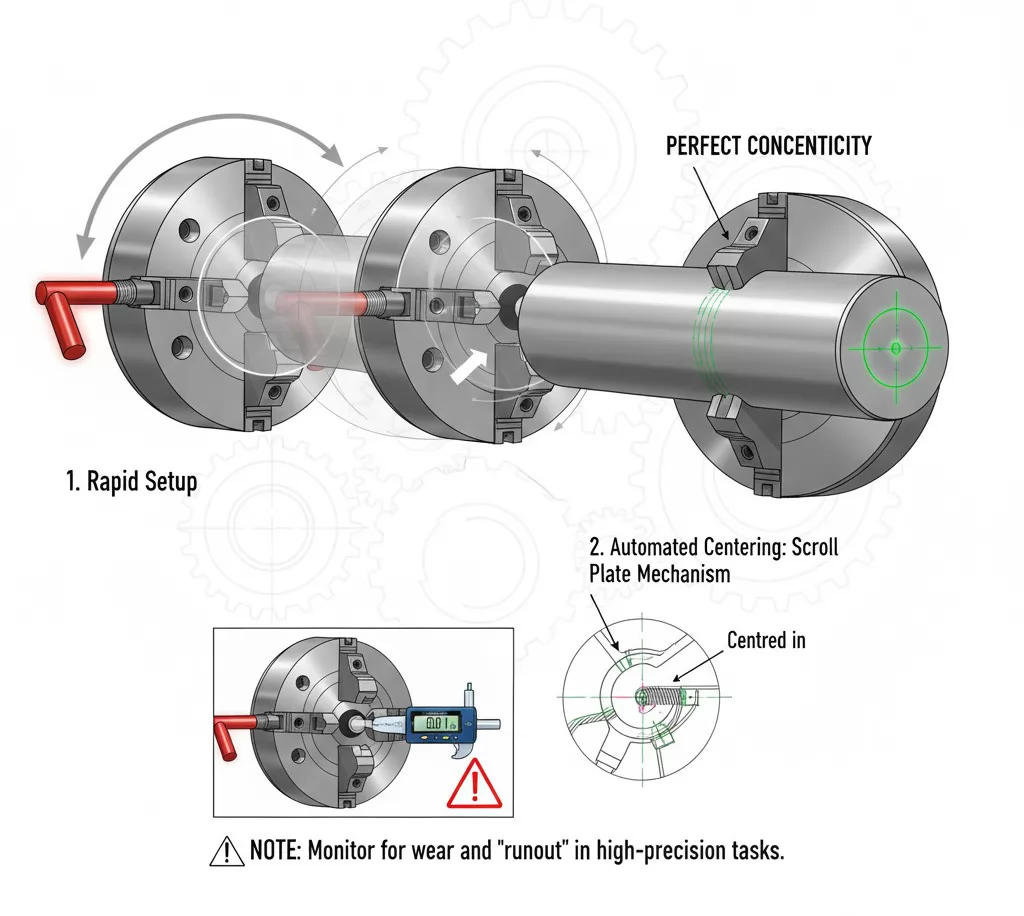
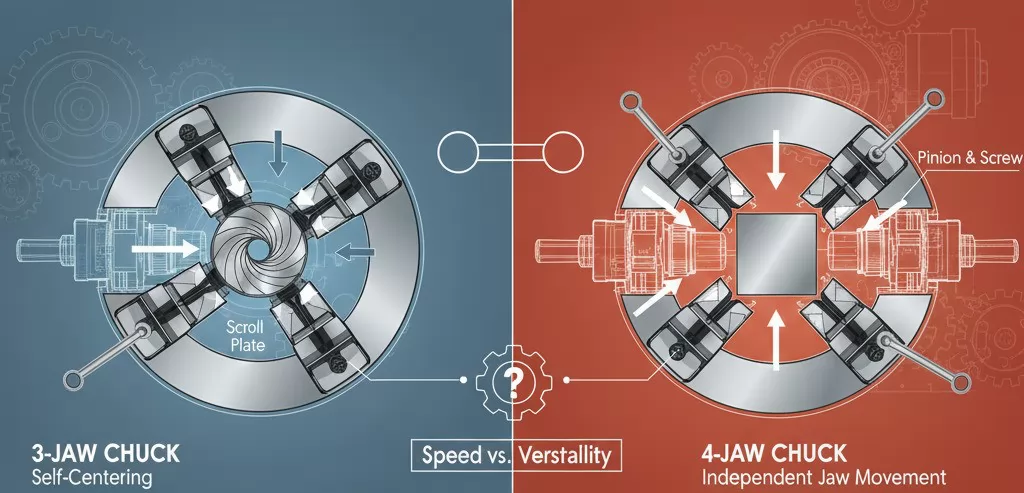
The most significant operational advantage of the 3-jaw chuck is its self-centering capability. Due to the scroll mechanism, turning a single key automatically positions the geometric center of the workpiece directly onto the rotational axis of the spindle. This feature is invaluable for high-efficiency turning operations.
For standard round, hexagonal, or triangular stock, the 3-jaw chuck dramatically reduces setup time, making it the default choice for production runs and repetitive tasks. The time saved by eliminating individual jaw adjustments translates directly into increased machine utilization and throughput.
However, it is crucial to recognize that the precision of the self-centering action is dependent on the mechanical wear and tolerance of the scroll plate. While highly convenient, a worn 3-jaw chuck may introduce subtle but measurable runout, which can be critical for components requiring extremely tight diametrical tolerances.
Operators must periodically inspect the repeatability and accuracy of the self-centering mechanism, especially in high-precision environments. For applications where a deviation of $0.001$ inches or less is required, even a self-centering chuck may require minor final adjustments or calibration.
In contrast to the automatic alignment of the 3-jaw system, the defining characteristic of the 4-jaw chuck is the independent movement of each jaw. This design requires manual centering of the workpiece but unlocks superior versatility and workholding capabilities.
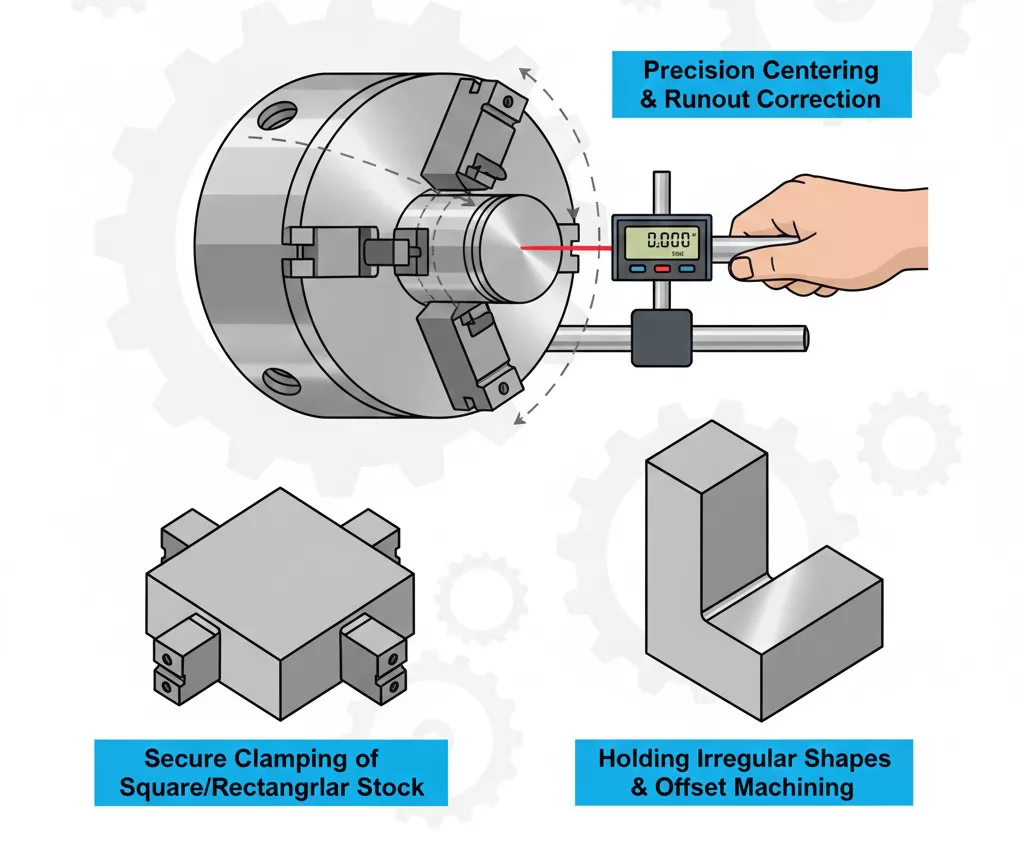
The ability to manipulate each jaw separately allows the machinist to achieve significantly higher levels of concentricity than is possible with a standard 3-jaw chuck, particularly when re-chucking a partially machined component. This independence is essential for achieving ultra-precision tolerances.
Furthermore, the four contact points provide a more stable and balanced grip for heavy or irregular workpieces, minimizing the risk of slippage or vibration during aggressive cuts. The ability to offset the workpiece center—a task impossible with a 3-jaw chuck—is another major functional distinction.
For machining square, rectangular, or completely asymmetric blocks, the 4-jaw independent design is mandatory, as it provides the necessary geometric flexibility to securely clamp these non-rotational forms. This versatility extends the lathe’s functionality beyond simple cylindrical turning.
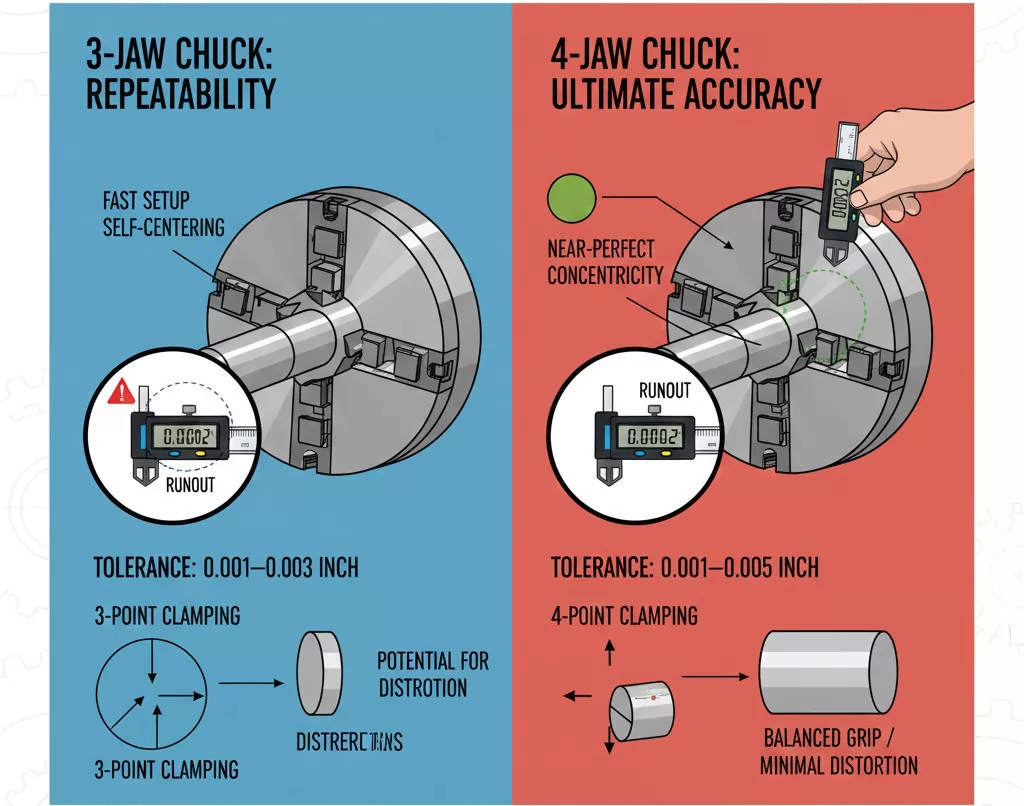
Achieving the required dimensional and positional accuracy in turning operations hinges significantly on minimizing runout, which is the deviation between the axis of rotation and the axis of the workpiece. The choice between a 3-jaw and 4-jaw chuck inherently affects the achievable precision.
The 3-jaw chuck excels in repeatability for production work, meaning that if you remove and re-install the same piece of stock, it will return to approximately the same center position quickly. However, the absolute accuracy (the initial closeness to true center) is limited by the manufacturing tolerances of the scroll mechanism, typically resulting in an achievable runout in the range of $0.001$ to $0.003$ inches, depending on the chuck's quality and age.
The 4-jaw chuck, conversely, demands manual effort but offers superior ultimate accuracy. Because each jaw is adjusted independently, the operator can systematically reduce the runout to the mechanical limits of the lathe spindle, often achieving concentricity within $0.0002$ to $0.0005$ inches—precision essential for aerospace, medical, and instrumentation components.
The distribution of clamping force also plays a role in precision:
For critical applications where the feature being machined must be held to extremely tight alignment tolerances relative to a previously machined datum, the time investment required for aligning a 4-jaw chuck is a necessary engineering step, not an inefficiency.
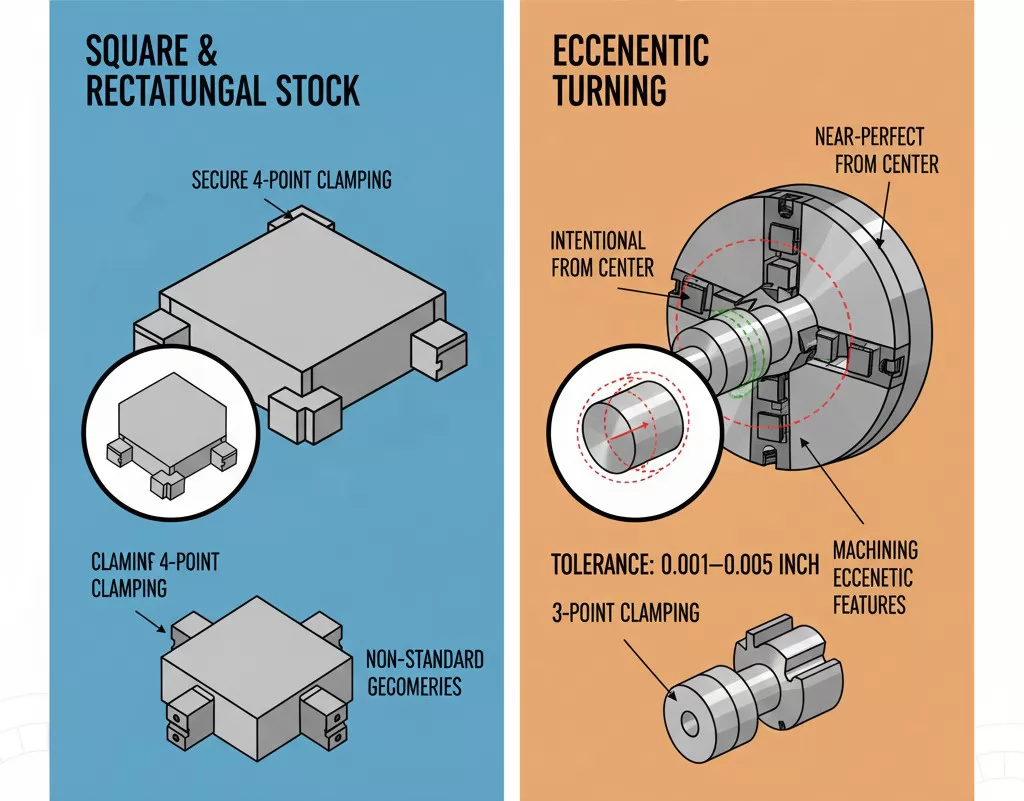
The versatility of the 4-jaw independent chuck becomes indispensable when dealing with workpieces that deviate from standard cylindrical or hexagonal geometry. The rigid mechanical constraints of the 3-jaw self-centering system render it unsuitable for these non-standard shapes.
Workpieces such as square blocks, rectangular stock, eccentric components, or castings with irregular, non-machined exterior surfaces cannot be reliably centered or held by a scroll-operated 3-jaw chuck. Attempting to clamp such items often results in insufficient gripping force, misalignment, or damage to the chuck mechanism itself.
The 4-jaw chuck, however, allows the operator to individually manipulate the jaw positions to secure these shapes. This is achieved by utilizing opposite pairs of jaws to align the piece in the X and Y axes, effectively creating a custom grip for the component's unique profile.
The robust, independent clamping action of the 4-jaw design ensures that the gripping forces are directed optimally, preventing slippage even when the tool loads are significant during deep or interrupted cuts on irregular stock. For a job shop or manufacturing line handling diverse, complex parts, the 4-jaw chuck serves as the essential flexible fixture.
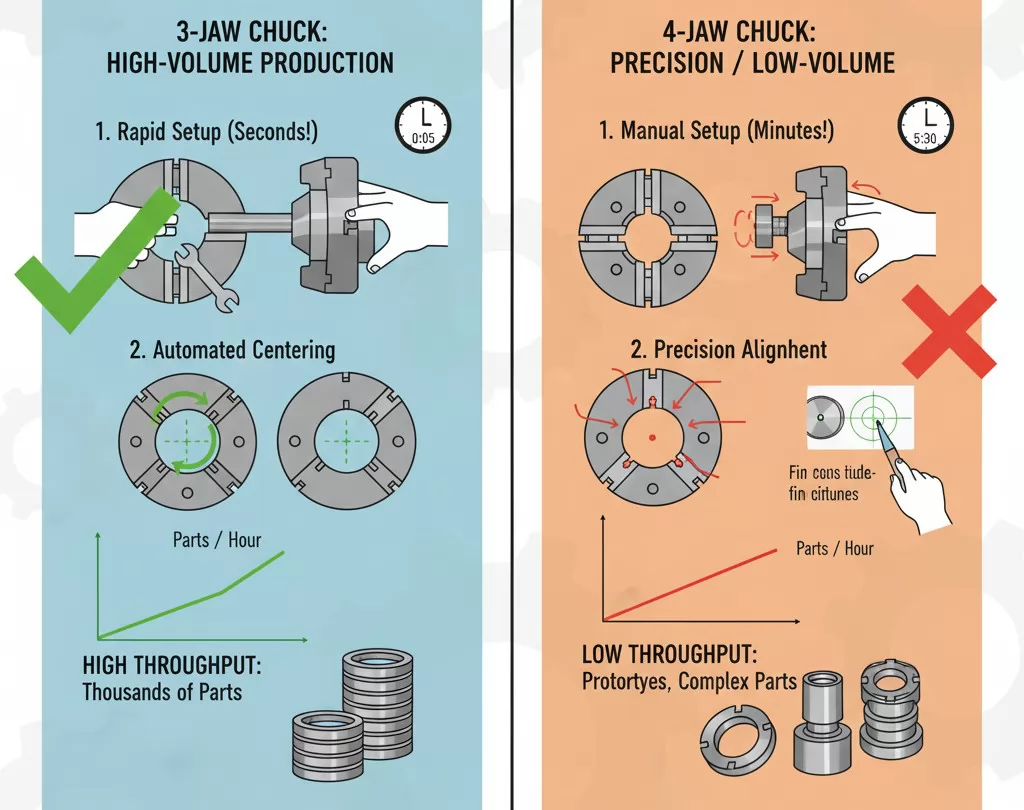
In a high-volume manufacturing environment, operational efficiency is frequently measured by cycle time, which includes both machining time and setup/load time. The choice between a 3-jaw and 4-jaw chuck directly influences the non-cutting portion of the cycle.
The inherent trade-off is between the simplicity of alignment (3-jaw) and the flexibility/precision (4-jaw).
However, this generalization has a critical exception: when a production process involves subsequent turning operations on a part that requires ultra-precise runout correction relative to a previously machined feature. In such cases, the extra time spent aligning the 4-jaw chuck is justified by the necessity of minimizing scrap and meeting stringent quality control standards.
For job shops focused on prototypes, one-off parts, or highly complex, low-volume components, the versatility and precision of the 4-jaw chuck outweigh the slower setup. For facilities dedicated to aluminum profile machining or general high-speed turning, the 3-jaw chuck remains the most efficient choice.
The decision between a 3-jaw and 4-jaw chuck is ultimately driven by the specific demands of the turning application. While both are critical workholding devices, their ideal use cases are well-defined across the manufacturing industry.
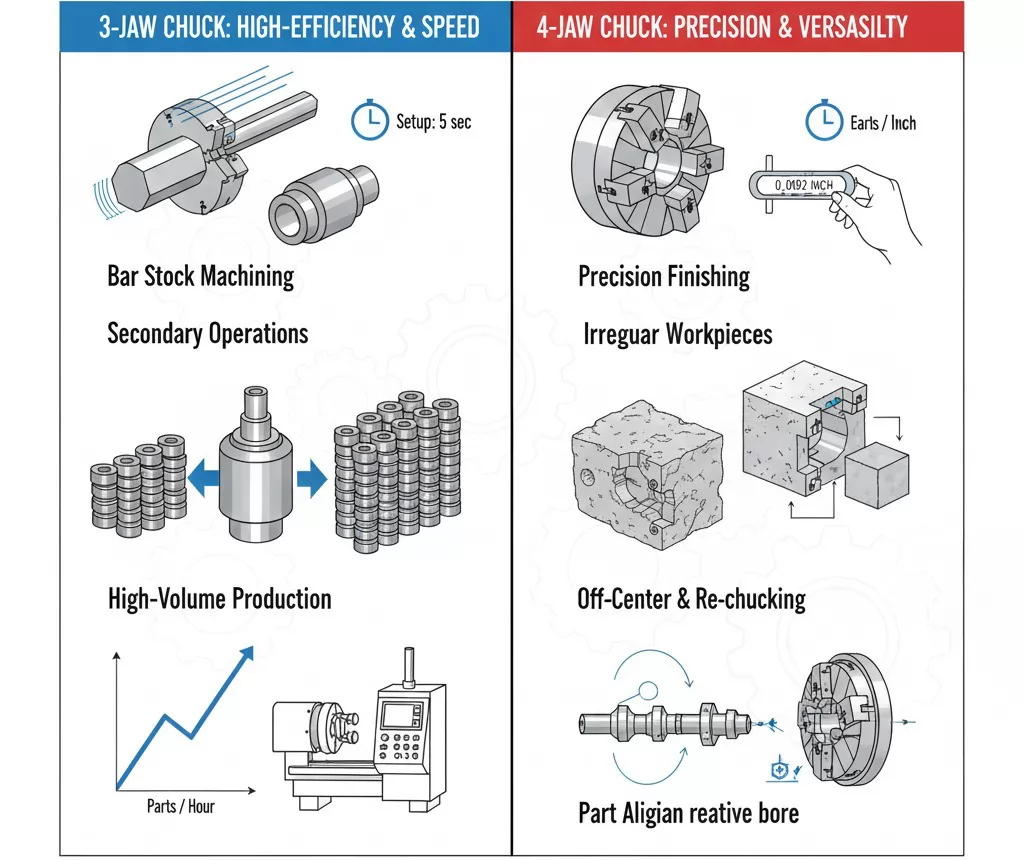
The 3-jaw self-centering chuck is optimized for rapid, reliable clamping of symmetrical stock:
The 4-jaw independent chuck is essential for precision, flexibility, and holding non-standard materials:
When establishing a production line, particularly for specialized components like those found in intelligent window production systems (where precision hinge points or complex fittings are needed), the engineering team must carefully assess whether speed (3-jaw) or ultimate precision and versatility (4-jaw) dictates the workholding requirement.
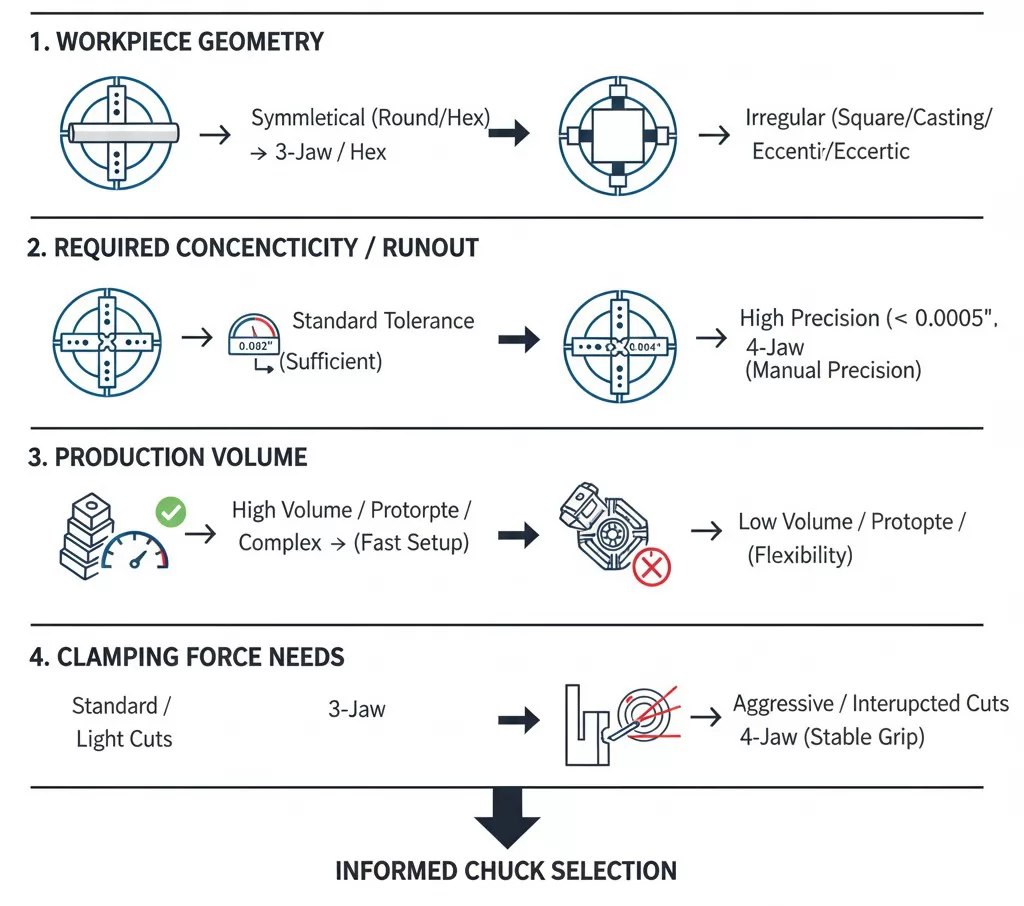
Choosing the appropriate workholding device is a function of analyzing the component geometry, required tolerance, volume, and operational time constraints. A structured technical decision process minimizes errors and optimizes machine utilization.
The following factors should be assessed before selecting a 3-jaw or 4-jaw chuck for a given task:
1. Workpiece Geometry:
2. Required Concentricity/Runout:
3. Production Volume:
4. Clamping Force Needs:
While the 3-jaw chuck is the faster, more common tool for general machining, the 4-jaw chuck is the indispensable tool for precision machinists and those handling non-standard parts. A well-equipped turning center often requires both types to cover the full spectrum of workholding challenges, ensuring that the workholding mechanism does not become the limiting factor in the manufacturing process.
Ultimately, the choice reflects a balance between production efficiency and geometric control, a core consideration in specialized manufacturing processes such as those utilized in the production of high-precision aluminum window systems.


Discover the top 10 aluminium doors and windows manufacturers in China for 2026, including OPPEIN, Mannlee, and Paiya. Explore their innovative aluminium solutions, from energy-efficient windows to luxury doors, backed by LEADCNC’s advanced production lines.

Discover 2025's top 10 VMC machine manufacturers worldwide. Compare leading brands for innovation, reliability and value to find your ideal vertical machining center.
Understand the key differences between machining centers and turning centers. A guide for engineers and procurement on operational capabilities, precision, and selection criteria for CNC equipment.
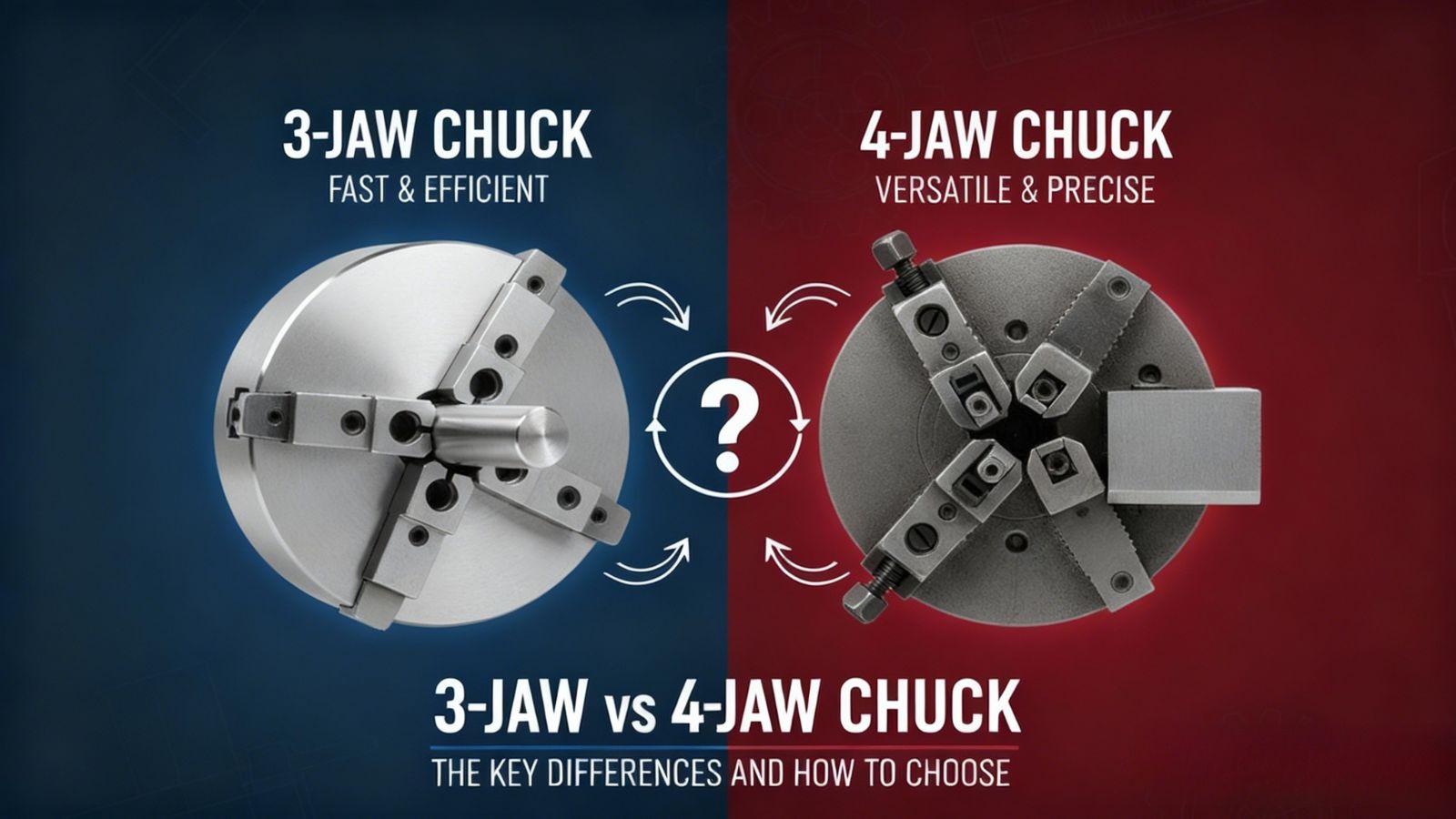
Compare 3-jaw vs 4-jaw chucks for turning operations. Learn the differences in self-centering, precision (runout), setup time, and how to choose the optimal chuck for high-volume or irregular workpieces.










.png)